
Reciprocating Compressor Monitoring with 5580 and SW5580
- Overview
- Recips Versus Other Compressor Types
- Packaged Versus API 618-Class Recips
- Cost Implications
- Suitable Solutions
- Recip Measurements
- Shutdown Versus Alarming Considerations
- Cylinder Performance Measurements
- 5580 Signal Conditioner & SW5580 Switch
- Typical System Arrangement
- Power Supply Considerations
- Enclosure Considerations

This whitepaper examines the basis for condition monitoring on reciprocating compressors (hereafter referred to as simply “recips”), the classes of recips most often receiving condition monitoring, the need for more cost-effective solutions on a broader range of recip classifications, the suite of measurements recommended for adequate monitoring of the most common recip failure mechanisms, and the ways in which the Metrix 5580 / SW5580 family of products have been designed to economically address such applications.
Recips Versus Other Compressor Types
Reciprocating compressors are widely employed throughout industry; however, it is well known that they incur a higher ratio of maintenance dollars per horsepower than their centrifugal or axial counterparts – in some cases as much as 400% more. This non-trivial difference in maintenance costs means that all else being equal, rotating machines would generally be preferred over reciprocating machines because the lifecycle costs are lower. However, all else is not equal and recips fit important niches in the compression universe where centrifugal and axials cannot be used at all, or at least not as efficiently. Examples include processes where extremely high compression ratios are required such as Low-Density Polyethylene (LDPE) production and/or processes where other compressor types cannot adequately handle the range of flow variation required. Because recips are constant volume machines when there are not large variations in suction and/or discharge pressures, flow can be adjusted simply by changing the compressor speed. In contrast, speed adjustments in centrifugal and axial compressors can result in very poor efficiency or damaging aerodynamic instabilities such as surge. As such, recips will retain an indispensable niche in industrial process plants for the foreseeable future.
Packaged Versus API 618-Class Recips
Given that reciprocating compressors incur substantially higher maintenance costs than their rotating counterparts, they are excellent candidates for condition monitoring, allowing the machine’s measured condition to dictate necessary maintenance rather than frequent, highly invasive inspections based purely on running hours and OEM recommendations. Although it would be reasonable to conclude that a majority of reciprocating compressors thus have some type of installed condition monitoring system to help reduce these maintenance costs, the opposite is actually true: a small fraction of reciprocating compressors – only the most critical – are generally monitored today.
The class of machines most frequently monitored is characterized by the requirements of American Petroleum Institute Standard 618 which defines so-called “special purpose” reciprocating compressors built to specification for the end user as opposed to so-called “packaged” compressors. API 618 machines are usually large, employed in critical service, generally not 100% spared in the sense that loss of the machine substantially (if not fully) impacts production throughput, and mounted on a permanent foundation rather than a skid. This class of machine can justify even the most expensive systems because they are often deemed critical to the full production of a plant, such as hydrogen compression service in refineries. If one such machine goes down, millions of dollars per day in output is at stake, and the price of even the most expensive and expansive monitoring systems can be justified as they represent only a fraction of even a single day’s production.
In contrast, this is not the case with smaller, less-critical reciprocating compressors, referred to above as “packaged” recips due to their packaged and often skid-mounted designs. Such machines are described in standards such as ISO 13631 and while machines of this class may play an important role in a plant or process, they typically do not have millions of dollars per day of revenue at stake and the implications of failure are thus not nearly so consequential as those of non-packaged machines in more critical service.


Figure 1 – API 618 (top) and ISO 13631 (bottom) are well-known industry standards defining two different classes of reciprocating compressors
Condition monitoring can demonstrably benefit almost all reciprocating compressors. It is thus important to distinguish here that the issue is not whether these smaller machines can benefit from condition monitoring; it is whether conventional condition monitoring solutions can be justified for such machines. Case in point: condition monitoring systems designed primarily to address API 618-class machines often exceed an installed cost of $100,000 throw. They were simply not designed to economically address these less-critical, packaged machines.
Unfortunately, solutions that simultaneously provided an adequate suite of measurements for these smaller recips while incurring more modest costs were not available. Industry responded most often by leaving these machines unmonitored. The monitoring that did exist was very often insufficient and consisted of rudimentary devices like eutectic switches to monitor piston rod drop, or mechanical vibration switches to monitor excessive casing vibration.
Although such devices were relatively inexpensive, they offered no ability to observe trends, current readings relative to alarm setpoints, access to the raw signal for diagnostics and analytics, and other important factors. They were reactive in nature, not proactive, and could not reasonably be called condition monitoring solutions. They simply afforded basic machinery protection and were essentially “blind” devices.
Metrix has historically filled an important niche in the machinery condition monitoring and protection market by offering cost-effective solutions suitable for less-critical machinery. Such machines do not require stringent adherence to industry standards such as API 670, suitable for only the most critical turbomachinery. They instead require systems with a feature set and corresponding price commensurate with the economics of the machine, the service it provides, its failure mechanisms, and the consequences of failure.
The primary way in which Metrix addressed this niche was by pioneering the concept of “vibration transmitters” that convert the measured vibration signal amplitude from a sensor to a convenient 4-20mA proportional signal conforming to ISA SP50. This allowed the PLC, DCS, or other machinery control platform to act as the monitoring / trending / alarming / shutdown system. The PLC or DCS required only a standard analog input (i.e., 4-20mA) module and a discrete output (i.e., relay) module (see Figure 2). No longer was a special-purpose monitor required as the customer’s existing control system could be extended to accept vibration signals via the industry-standard 4-20mA interface. While vibration transmitters are suitable for many machine types, reciprocating compressors require a more specialized suite of measurements than can be addressed by conventional transmitter offerings. Metrix pioneered the transmitter types necessary for such solutions – namely, impact transmitters and rod drop transmitters.

Figure 2 – A typical modern PLC (Modicon® M580) with analog input and discrete output modules in its three right-most slots.
However, these were inherently field devices, mounted on the machine, and while they worked well when properly installed and adjusted, they did not offer the convenience and features of monitoring systems that were software configurable and mounted in more accessible locations than the machine skid or even atop the compressor throws themselves. Also, the devices were not universal in nature. One model was required for vibration, another for position, another for rotative speed, and another for impact. The 5580 / SW5580 product family was introduced to provide a universal 2-channel device, software configurable for all necessary recip measurements and in an affordable, robust industrial package suitable for the global hazardous area classifications commonly encountered with recip instrumentation.
Where competing solutions are aimed primarily at API 618-class machines, the 5580 / SW5580 concerns itself with this smaller class of packaged machines and does so by reducing the cost of monitoring per throw by a factor of ten. Where it is not unusual to instrument 618 machines at costs exceeding $100,000 per throw, operators of these smaller machines are looking for capable and reliable monitoring on the order of $10,000 per throw. The 5580 / SW5580 has been designed with this price-point in mind and reflects a total installed cost of approximately $3500 per measurement or about $10,000 per throw for an adequately instrumented packaged machine compared with $100,000 per throw for an adequately instrumented 618-class compressor. The suite of measurements recommended by Metrix on packaged compressors reflects experience gathered over several decades and this suite has shown to be adequate for detecting the most common malfunctions and maintenance-intensive aspects of the machine.
Figures 3A and 3B summarize these measurements and corresponding malfunctions detected. Figure 4 provides additional mounting location detail.

Figure 3A – Reciprocating Compressor

Figure 3B – Failure modes and corresponding measurements for reciprocating compressors
Later in this document, the attributes, features, and functions of the 5580 / SW5580 will be discussed in detail. Next, however, the measurements themselves are described along with their purpose.

Figure 4 – Recommended Reciprocating Compressor Measurements and Locations
Frame Vibration
Frame vibration (sometimes called crankcase velocity), is simply the overall vibration amplitude of the compressor frame. It is one of the most fundamental recip measurements and does not require special signal conditioning other than basic low-pass and high-pass filtering and signal integration (if the sensor does not provide a native velocity output). Frame vibration is typically measured at two horizontal locations (each end of the frame). The horizontal mounting axis is chosen because the horizontal direction of the machine is usually the most compliant (i.e., least stiff). This measurement is useful for monitoring abnormalities that occur at or near the running speed of the machine and manifest as high casing vibration. Examples of such problems may include degradation of the machine’s foundation, mechanical imbalance, or imbalance due to abnormal gas forces. Abnormalities in the running gear can also frequently manifest as elevated frame vibration.
The measurement is made with a conventional accelerometer (integrated to velocity units at the monitor) or with a sensor providing a native velocity output such as the Metrix SV6300 (piezo-velocity) or a suitable moving-coil velocity sensor. Piezo-velocity sensors are generally preferred as they have no moving parts that can wear out over time. A sensor frequency range and monitor passband that encompasses the running speed of the compressor is required.
Average Rod Drop
Rod drop is a measurement intended for horizontal cylinders with pistons utilizing non-metallic rider bands. As the rider bands wear, the gap between the piston and the bottom of the cylinder wall will decrease and the piston rod will exhibit a corresponding vertical drop in its average position. By mounting an eddy-current proximity probe vertically in the pressure packing case to observe the piston rod, this drop can be measured as a change in average gap (i.e. DC gap voltage) and using the geometry of the machine, the amount of drop in the rod can be translated to the amount of rider band wear. Alarms can be set to notify operators and machinery personnel that it is time to replace the rider band(s). The probe can be mounted above or below the rod to observe this drop, but care must be taken to ensure probes mounted above the rod will remain within their usable linear range as the rod drops. For this reason, extended range probes (11mm tip diameter, or Metrix 8mm Extended Range feature) with 180 mils (4500 µm) of usable range are often selected.
It should be noted that not all reciprocating compressors are necessarily good candidates for rod drop measurements. Characteristics that compromise the rod drop measurement include, but are not limited to:
- Non-lubricated cylinders
- Compressors with discharge pressures exceeding 2000 psi (13.79 MPa)
- Compressor frames rated more than 1000 kW (1 MW)
- Compressors with running speeds in excess of 1800 rpm
- Compressors with excessive flexing of piston rods; this can occur when the rod is too long relative to its girth and exhibits excessive flexure during the stroke, resulting in erratic measurements. A good rule of thumb is that the length of the piston rod should generally be no more than 25 times larger than the diameter of the piston rod.
- Other factors can also affect the efficacy of rod drop measurements as the above list does not comprise all relevant considerations. Contact the Metrix factory for a detailed application review before concluding that rod drop measurements will give satisfactory performance for your machine.
If desired, a supplementary probe can also be mounted in the horizontal direction for additional diagnostic information on piston rod movement. This is depicted in Figure 5.
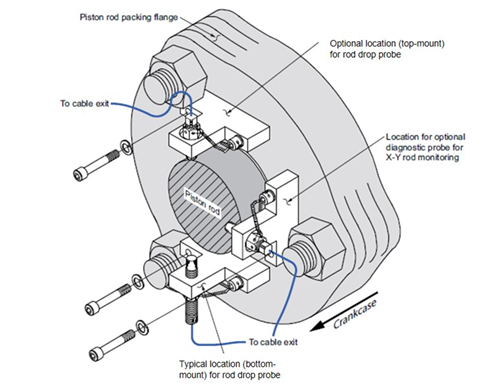
Figure 5 – Typical Rod Drop Probe Mounting Arrangement
Impact
The impact transmitter was pioneered by Metrix in 2001 and a US patent[1] awarded in 2003. Impact has proven to be a remarkably effective measurement in the intervening two decades and many customers have adopted it so readily that they will not run their compressors without it. The concept is quite simple: by placing an accelerometer on (or near) the crosshead of each throw, looseness and other malfunctions in the running gear can manifest as mechanical impacts that excite resonances in the structure. Examples of malfunctions resulting in impacts include liquid in cylinders, excessive clearance in crosshead pin bushings, and loose or cracked nuts / cylinder liners / pistons.
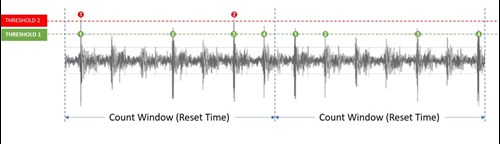 Figure 6 – Impact Measurements
Figure 6 – Impact Measurements
The time waveform of these measurements exhibits a ringing and decay as the resonance is excited during each impact (Figure 6). The number of impacts over a set period of time known as the “count window” or “reset time” is tallied. Once the time established for the count window has elapsed, the 5580 / SW5580 returns the number of impacts and then begins counting again. By trending this number, changes can be observed and alarms established to signify problems.
The period over which impacts are counted is usually selected to correspond to approximately 16 crank revolutions. For example, if a machine runs at 400 rpm, 16 crank revolutions spans 2.4 seconds and the reset time (count window) would be set accordingly as 2.4 seconds.
It is important to note that the absolute number of impacts occurring within the count window is not as important as the observable trend over minutes, hours, days, or longer. It is this trend that conveys the onset and growth of problems. The impact measurement has no associated engineering units. It is simply a count of events expressed as an integer value between 0 and 16. If more than 16 impacts occur during the count window, this generally means the threshold has been set too low or the impacting has progressed to levels that require analysis and maintenance intervention.
Referring again to Figure 6, using threshold 1 (green) would result in four impacts during the first and second count windows. Using threshold 2 (red) instead would yield two impacts during the first count window and no impacts during the second count window.
Please note that Figure 6 is intended to convey the basic concept of impact measurements, threshold settings, and count window duration. It is not intended to serve as a comprehensive how-to guide for setting an appropriate threshold. For a more exhaustive and detailed treatment on establishing appropriate threshold level for impact measurements, refer to the installation manual for the 5580 / SW5580.
While the Metrix impact transmitter introduced an economical and effective means of monitoring numerous running gear issues on reciprocating compressors, it’s design suffers one drawback: it is cumbersome to adjust because the threshold and reset time settings are made on the transmitter itself, and the transmitter is mounted on the machine’s crosshead (see Figure 7). This admittedly makes it difficult to work and make adjustments. Further, adjustments have to be made with the machine running. Because the transmitter is mounted on the throw’s crosshead (or occasionally the distance piece), the service technician must be at the machine and sometimes even straddling the crosshead to make all adjustments. This is an undesirable environment for service personnel. 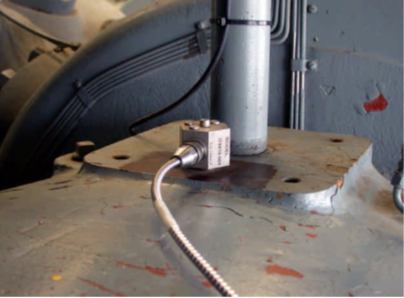
Figure 7 – Metrix Impact Transmitter Mounted on a Reciprocating Compressor
Impact monitoring via the 5580 / SW5580 is a dramatic improvement. First, it makes use of a standard accelerometer rather than a specialized transmitter for this measurement. The sensor type is less expensive and may be used elsewhere on the machine or in the plant for reduced spare parts requirements. Second, this arrangement places adjustment of threshold and count window settings in the 5580 / SW5580 itself – not the sensor. It thus removes service personnel from the machine location when configuring and making adjustments to the measurement chain and places them in a more suitable environment. This aspect alone makes impact monitoring via the 5580 / SW5580, rather than via a transmitter, a significant step forward.
Crosshead Acceleration
Closely related to the impact measurement is the crosshead acceleration measurement. This measurement uses the same accelerometer as that used for the impact measurement, but instead of counting impacts, it simply measures the 0-pk amplitude of the raw acceleration signal. It thus becomes a so-called “dual path” measurement where a single sensor goes through two signal processing paths: one to return impact counts and one to return the amplitude of the vibratory acceleration signal. This acceleration signal is useful for both alarming purposes and trending, and as a rich source of diagnostic information when connected to a suitable handheld analyzer. While changes in impact counts signify something is malfunctioning, analysis of the raw acceleration signal yields insight into what is malfunctioning. A general rule-of-thumb is that no single crosshead should exhibit markedly more (i.e., twice as much) vibration than the others.
Vibration and Axial Position on Drivers
Many recips are electric motor driven. For those with rolling element bearings, an accelerometer or piezo-velocity sensor is often mounted on each bearing cap and brought into the 5580 / SW5580 as a seismic bearing vibration measurement. For drivers utilizing fluid-film bearings (whether electric motors, steam turbines, or others), proximity probes are used instead and are also compatible with the 5580 / SW5580 for both radial (shaft-relative vibration) and axial (thrust) measurements. As with all other measurements, alarms can be set (SW5580 only) and a 4-20mA output sent to a PLC, DCS, or other machine control platform for trending and display as part of an integrated machine control and monitoring environment.
Rotative Speed
While most machines will already have a speed measurement available, in the event one is not available, or a local display of speed is desired, the 5580 / SW5580 can be configured to display rotative speed from a proximity probe observing a toothed surface or a key / keyway.
Temperature
A variety of temperatures are useful for monitoring reciprocating compressor health. These include but are not limited to:
- Suction gas temperature
- Suction valve temperature
- Discharge gas temperature
- Discharge valve temperature
- Pressure packing case temperature
- Main bearing temperature
- Motor winding temperatures (usually six total: 2 TCs or 2 RTDs per winding on all three phases)
Most PLCs, DCSs, and machine control and automation platforms have suitable I/O modules to directly accept Resistance Temperature Detectors (RTDs) and/or thermocouples (TCs). These measurements can thus be introduced directly into the controller without need of a special signal conditioning device like the Metrix 5580 / SW5580. In the event that a control or automation platform cannot be used and a stand-alone monitoring and alarming device is required for temperature, the Metrix Datawatch IX (Figure 8) provides self-contained display, alarming with relay outputs, trending, and Modbus digital communications for up 8 inputs in a compact, cube-shaped package measuring less than 4 inches (102 mm) on each side. In addition to temperature inputs, the device can accept 4-20mA signals from pressure transmitters, flow transmitters, and other field devices used in conjunction with reciprocating compressor control and monitoring.

Figure 8 – The Metrix Datawatch IX
Shutdown Versus Alarming Considerations
Two levels of setpoints are available in the SW5580: Alert (pre-shutdown) and Danger (shutdown). When the 5580 is used instead of the SW5580, the alarms are implemented in a PLC, DCS, or other control platform. Where alarm settings are available from the OEM, those levels should be implemented by default and then adjusted over time as process, operating conditions, and experience dictate. Although there can be numerous, vibration, position, and temperature measurements associated with reciprocating compressors, most industry standards suggest that only a small number be used for machinery protection (i.e. auto-shutdown) purposes with the rest being used for condition monitoring purposes. Most of the measurements discussed in this application note are suitable for both machinery protection purposes and condition monitoring purposes: frame vibration, crosshead acceleration, impact, rod drop, and vibration / position on the driving machine.
For measurements where proximity probes are used, whether rod drop on the compressor, axial position on the driver, or radial vibration on the driver, alarm setpoints are established based on the physical clearances in the bearings between shaft and bearing pads or the clearance between piston and cylinder wall liner provided by rider bands.
In contrast, alarm limits from seismic transducers on the compressor do not derive from physical clearances and geometries of the machine but rather empirical data collected over time to distinguish normal operation from abnormal operation. Operators and maintenance personnel will quickly lose confidence in a system that generates spurious alarms, particularly when subsequent inspection shows no observable machine distress or damage.
Many temperature measurements are intended for auto-shutdown purposes, such as bearing temperatures, motor winding temperatures, lube oil temperatures (and pressures), and gas discharge temperatures. However, the control system for the compressor and its driver will often incorporate these critical temperature and pressure measurements as shutdown parameters. Examples include loss of lube oil pressure or excessive gas discharge temperature. For this reason, users will most often be dealing with vibration, position, and temperature measurements that did not come as part of the base control and protective package supplied by the compressor OEM. Valve temperature monitoring is one such example. It is not used for protective purposes and is instead used to indicate that the condition of one valve within a suction or discharge group is markedly different than its peers. As such, the valve temperature measurement computes the average temperature for a group of valves and alarms on the differential between any single valve and this average. This can routinely be accomplished in the PLC or DCS. The Metrix Datawatch IX is also capable of such alarming.
Cylinder Performance Measurements
While the critical role that API 618 machines often play in a plant’s production process justify the addition of cylinder pressure sensors and precision speed wheels for triggering measurements based on crank position to give rod load, rod reversal, and so-called PV (Pressure-Volume) curves as part of comprehensive cylinder performance monitoring, this level of condition monitoring is rarely warranted on less-critical classes of reciprocating compressors. Indeed, one of the primary distinctions between these reciprocating compressors and those for which the 5580 / SW5580 are intended is that such machines cannot justify the additional expense of continuous PV monitoring. The 5580/SW5580 product line thus does not have facilities for monitoring these parameters as they are not economically justifiable on machines of this class and are thus not discussed in this application note.
5580 Signal Conditioner & SW5580 Switch
The Metrix 5580 signal conditioner and SW5580 switch was designed to cost-effectively address machinery that does not warrant the cost and complexity of a system with all of the features and functions required by API 670. It is a right-sized solution for such machinery and offers an appropriate feature set.
The following features make the devices appropriate for monitoring a wide variety of machinery employing both fluid-film and rolling element bearing types:
Integral Alarming / Relays
The 5580 and SW5580 differ only in that the SW version provides integral alarming capabilities and solid-state or electromechanical relays to externally annunciate and transmit these alarms for indication and machinery protection (i.e., auto-shutdown) purposes. The non-SW version is intended for installations where a PLC, DCS, or other control/automation platform is available for accepting the 4-20mA output of the 5580 and proving the alarming.
Universally Configurable Design
Prior generations of Metrix signal conditioners and switches consisted of different models for different measurements. One model was required for radial vibration measurements, another for axial position or rod drop measurements, another for impact measurements, another for speed, etc. In contrast, the 5580 uses a fully software configurable design[2] that allows it to be programmed for any measurement. This reduces personnel training costs and spare parts burdens. It also ensures that changes to measurements can be done entirely via software, in the comfort and safety of an office environment, and then the device can be installed in the field.
Two-Channel Modularity
Prior Metrix signal conditioners and switches were single channel designs where two channels required twice as much space and twice as much hardware. The 5580 and SW5580 provide two independently configurable channels. For example, one channel can accept a proximity probe for axial position monitoring and the other channel can accept a seismic sensor for radial bearing vibration. The device can also be configured for so-called “dual-path” monitoring whereby a single sensor is processed in two separate paths to provide two separate measurements. For example, a single accelerometer mounted on a compressor throw’s crosshead can return the raw crosshead acceleration amplitude on one channel and impact counts on the other channel. Another example is a single proximity sensor monitoring piston rod position and vibration. Although the measurements share a common sensor, the signal processing, measurement types, and alarm setpoints are independent of one another.
The devices are also modular in that they can be supplied with only a single channel enabled and priced accordingly. The second channel can be enabled in the field, at a later date, using a special firmware key supplied by the factory, eliminating the need to swap out two-channel hardware for one-channel hardware.
Multi-State LEDs
Alarm and status conditions are clearly annunciated at the device via multi-state LEDs as follows:
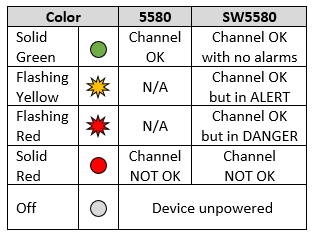
There is one LED for each channel, allowing separate and unambiguous status annunciation for each measurement and sensor.
Universal Inputs
The 5580 and SW5580 support most commercially available acceleration, velocity, and proximity sensors, including the provision of any necessary sensor power. A single +24Vdc connection powers the device, its 4-20mA output(s), and its connected sensor(s) –including the -24Vdc power required by proximity transducers and the constant current required by IEPE accelerometers and piezo-velocity sensors.
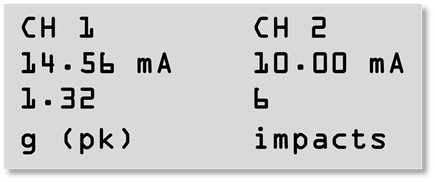
Integral 4-line, Dual-Channel OLED Display
The device’s backlit OLED display ensures that readings are available locally rather than only at the HMI for the PLC, DCS, or other controller. Both channels are displayed continuously and simultaneously to include the channel number, the 4-20mA output value, the measured value, and the associated engineering units.
Individual, Configurable Relays
For the SW model, four (4) relays are provided, two for each channel. This allows ALERT and DANGER to be separately annunciated for each channel. The relays can be configured for latching or non-latching operation, normally energized or normally de-energized. Normally Open (N.O.) and Normally Closed (N.C.) wiring terminals are provided. Users can choose from either solid-state (SPST) or electromechanical (SPDT) relays at time of ordering. Solid-state relays are typically used for providing logic-level alarm status to controllers and other devices. Electromechanical relays are typically used to switch interposing relays, fuel valve solenoids, or other trip devices as part of the machine’s control where the signal being switched is larger than a logic-level voltage.
Local Buffered Outputs
Conventional BNC connectors for each channel are provided for easy connection to portable instruments such as data collectors, DVMs, and analyzers where the cable length does not exceed 16 feet (5 meters). These outputs are isolated from the 4-20mA outputs to ensure connection of external devices do not compromise the integrity of the monitoring or protective functions.
Amplified Buffered Outputs
When devices are mounted in junction boxes at the machine, it can be inconvenient to open the box to connect portable instruments. In prior generations of Metrix devices, and on most commercially available monitors, the buffered outputs are not suitable for wiring runs exceeding 5-10 meters without use of an external amplifier to drive the raw signals over long distances. The 5580 / SW5580 overcomes this limitation by employing integrated signal amplification, allowing buffered output signals to be driven up to 1000 feet (300 meters). The amplified signal is available at wiring terminals and is intended for permanent connection to remote patch panels or other condition monitoring systems.
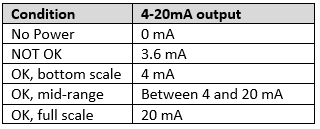
NOT OK Annunciation
In addition to NOT OK status annunciation via the device’s LEDs, the current loop (4-20mA) output for each channel will clamp to a value below 4mA, ensuring that a NOT OK condition can be distinguished from other conditions.
Remote Reset
Latching-type alarms and relays can be reset remotely by using the reset terminal on the device. Using “Reset” will release all cleared latched alarms.
USB Port
A USB port on the front of the device provides access to upload and download configuration via a connected computer running the 5580 configuration software. The port supports standard USB connections of up to 5m (16 feet).
Removable Wiring Terminal Blocks
For ease-of-maintenance, wiring terminals are removable. Four separate wiring terminal blocks are provided, two on top and two on bottom as follows:
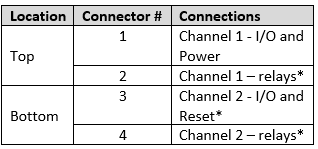
* Only present on SW5580
DIN-rail Mounting
Each 5580 or SW5580 is mounted on standard 35mm DIN rail and uses an integral rail mounting clip.
Hazardous Area Approvals
The devices carry North American (CSA), European (ATEX), and Global (IECEx) hazardous area approvals, allowing them to be mounted in Division 2 / Zone 2 environments. Refer to Metrix drawings 1874437 for the 5580 and 1899690 for the SW5580. When the machine itself is in a Div 1 or Zone 0/1 environment, active or passive intrinsic safety barriers may be placed between the sensor and the 5580 to satisfy hazardous area approval criteria. The 5580 and corresponding I.S. barriers must be in a Div 2, Zone 2, or non-classified area. See the specific sensor drawing for I.S. barriers.
Figure 9 on the following page depicts a typical system arrangement for an electric motor driven 4-throw compressor comprising the following measurements:
- Rod Drop for each throw
- Crosshead acceleration for each throw
- Impact for each throw
- Frame Vibration (inboard and outboard) for the compressor frame
- Motor bearing vibration (inboard and outboard) assuming rolling element bearings on motor
- Motor speed
All inputs are shown. For clarity, outputs are shown for only a single 5580 / SW5580 and would be replicated for each device.
A 24Vdc power supply can be selected from any reputable provider and for added reliability, redundant schemes can be used if desired. When selecting a power supply, use the following sizing considerations for each 5580 / SW5580.
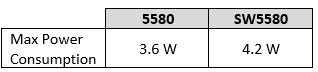
The table above assumes worst-case conditions where all relays are energized, all transducers are proximity probes consuming maximum power of 12mA @ 24V, all recorder outputs are at full scale of 20 mA, and all buffered outputs are driving the maximum allowable length of field wiring at maximum signal amplitude.
When mounting the system at the machine, a suitable enclosure is recommended to protect the electronics from the elements. Additionally, an enclosure may be mandatory for installation in CSA Class 1 Div 2, IECEx and ATEX Zone 2 hazardous environments. Where local display of status and current values is required, select an enclosure with a window.
When sizing the enclosure, refer to the 5580 / SW5580 datasheet (doc #1874512) for heat dissipation requirements to ensure adequate airflow and that temperature rise does not subject the devices to operation outside of maximum ratings. Make certain to include the power supply in these calculations as well. Consult the factory or your local Metrix sales professional for assistance, including installation and project advice.
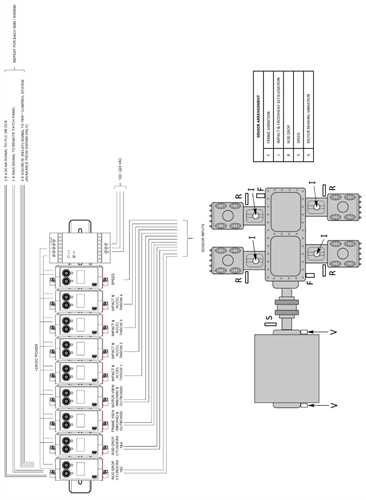
Figure 9 – Typical System Arrangement for 4-Throw Reciprocating Compressor
References
[1] US Patent 6,588,279 July 8, 2003 Impact Transmitter for Reciprocating Machines
[2] It is not possible to configure a 5580 Signal Conditioner as an SW5580 Switch, or to convert from solid-state relays to electromechanical relays in the field. The alarm processing circuitry and solid-state or electromechanical relays utilize different circuit boards. If integral alarming is required immediately or is anticipated in the future, the SW model should be purchased with the appropriate type of relays.
5580 & SW5580 Recip Animation
Watch this animation to learn more about our innovative applications for reciprocating compressor monitoring with the 5580 Signal Conditioner and SW5580 Dual Channel Switch.
